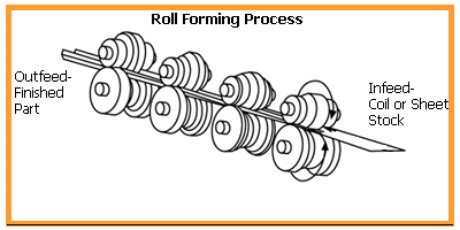
Fundamentally roll forming is defined as a continuous, high-volume, fabricating process in which a desired shape is formed from a flat strip of metal by passing it through a series of matching pairs of contoured rolls. Only bending occurs in the roll process and does not change the thickness of the metal except for a slight thinning at a bend radius. Roll forming is a continuous process that is extremely economical and efficient particularly when the job requires shaping sections into extended lengths at high volume. The advantages of roll forming are widely recognized and include:
In today’s competitive marketplace, it is necessary to have robust equipment that consistently delivers quality product in a consistent pattern. In addition to sheet leveling units, other forms of roll forming technology include parts leveling, cut to length lines, slitting, embossing, stitching as well as custom-designed process lines.
Rolls are generally made from tool steel, the grade being dependent on the expected production and finish of the piece. For routine applications where a smooth finish strip is to be formed or when shapes are formed from hot rolled, unpickled steel, a High Chrome-High Carbon tool steel (AISI D-2) with about 1.5% carbon and 12% chrome is suggested. Tool steel has exceptional wear performance and for the average run of light gauge cold formed sections can be expected to roll several million feet or more before regrinding. Typically 4 to 5 regrinds can be made before the rolls are scrapped.
For specific industry and product applications, other roll materials may be used.
A regular maintenance and replacement program significantly improves the life cycle of a roll machine. Cost of repair is negligible even in a very old machine so long as it is not being misused or abused. In recent years the obsolescence factor has been greatly reduced - as machines have been constantly improved in accuracy, accessibility, ease of adjustment and wearing performance, the basic design has not significantly changed.
As an engineering method, roll forming is typically used for projects that require a mass production of shapes that exhibit a uniform cross-section. Roll forming utilizes any type of material that is capable of withstanding bending to the specified radius.
Depending upon the type of metal section being processed, many times multiple units can be produced from a single strip or concurrently with several strips that are combined, resulting in one composite section.
With today’s electrical controls and computer technology, it is possible and necessary to integrate the roll former operation with a material requirements planning (MRP) system to schedule when and how much product is roll formed. Lengths, quantities, and perforation patterns can be directed from incoming orders and routed to the roll forming machine controls, with the inclusion of product specific labeling or inkjet marking to identify the product coming off the roll former to the order for which it was made. This type of integration can be added to existing roll former installations with a simple control upgrade or scheduled for future capital purchases. A necessary hardware and software infrastructure must be established to manipulate incoming orders to a data format that can be processed and transmitted to the roll formers production queue.
{kind=link}