


Whether you're using pre-cut or post-cut in your roll forming operations, you'll inevitably see some kind of flare or distortion in the finished part. However, the design of your system might allow your shop to reduce the amount of flare in your product.
What is Flare and How Can It Be Avoided?
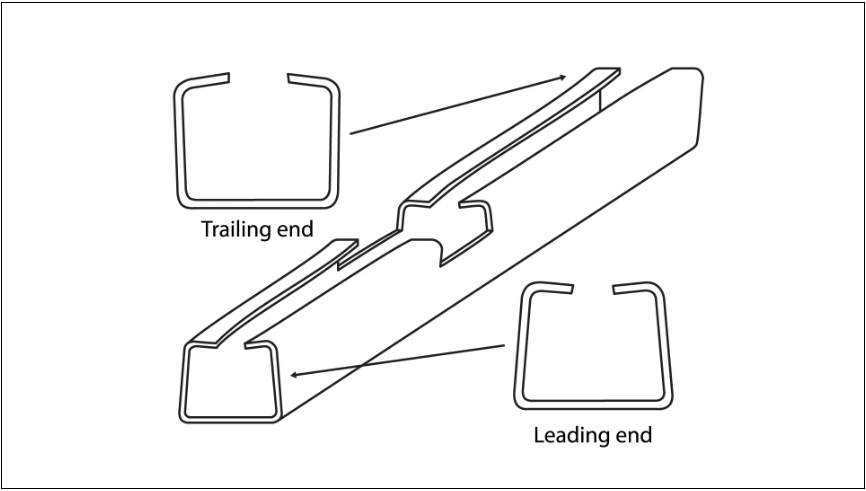
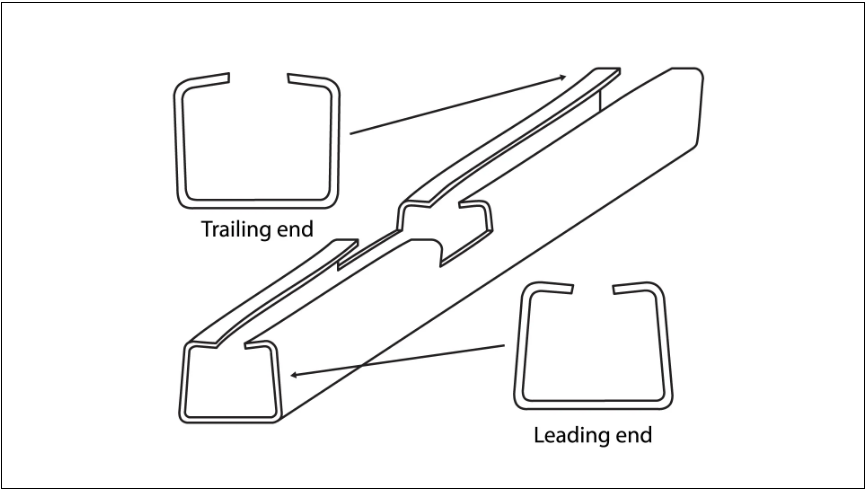
In roll forming, flare is essentially a distortion of the profile. The lead end and the tail end of the part are imperfect because they're not controlled it in the same manner continuously like they would be through coil. The profile can spring open anywhere from as 15,000 up to 80,000.
In pre-cut, you'll see your parts flare out and toe in. And while you'll see the same on a post-cut system, it will typically be less so. If you don't have enough passes in the roll former, no matter which way, you're still going to see that type of a flare.
Are there ways to minimize that? Yes. To help reduce flare, you can add 25% more passes. This slows the forming down to help minimize the flare characteristics. Rolls will need to be designed differently depending on pre-cut versus post-cut because of flanges and other elements that make sure the material leads in. Your roll configuration will be different if you were doing a post-cut operation because you want to be able to pick that part up and get it into the next pass.
If you've run coil and seen an operator threading the machine and using a hand to bump the part into the next one, this is actually of guiding it on. In a pre-cut operation, nobody can reach in there and touch it for safety reasons. Because you can't reach in the machine, it takes a little bit more thought, and you have to design for pre-cut.
An example of a product that can't have this kind of flare, with toe in at the beginning, flare out or toe out at the end is light fixtures that are formed end for end to make two four footers to make an eight footer. This is difficult with flare. Another example is refrigerator skins, with the two sides and the top that's all one bent piece. In a case where when the product folds up with overlap so it covers, as long as the flare isn't not gross, it won't matter. It all just depends on the application.
A few other factors to remember: any time we're pre-cutting or post-cutting and we have any punching, depending on the amount of stand, if the roll tooling is not designed correctly, or we don't have enough stands, or the type of machine is selected incorrectly, can affect the type of notches and things like that, features in the product. Additionally, any process requiring welding can be difficult pre-cut at all because of flare. Generally, welding processes need to be continuous.